Etsi




Tuotetieto
The austenitic steel designated 1.4307 belongs to the commonest stainless-steel type containing about 18% chromium and 9% nickel. The carbon content is low, at most 0.03%, which means that the risk for corrosive attack in the vicinity of welds is minimised.
In the form of welded, externally ground tubes, 1.4307 is standardised in EN 10296-2. Tibnor’s stock-standard programme covers tubes with outside diameters in the range 20-51 mm and wall thicknesses 1.5 and 2.0 mm. The tube manufacturing process starts from sheet that has been annealed, pickled and cold rolled (usual finish is 2B) which after slitting is bent to a round shape and longitudinally welded. The welded tubes are then cold-worked such that the weld bead is flattened and, after annealing and pickling, the outer surface is improved via abrasive brushing. Such a surface is compatible with requirements for cleaning and disinfection in the processing of food and pharmaceuticals.
Grade 1.4307 exhibits good resistance to corrosion in neutral water both indoors and outdoors. The steel is also fairly immune to atmospheric corrosion. However, the material is less suitable if the environment is acidic or contains chlorides. In such instances, higher alloyed grades will be needed.
1.4307 has good formability and weldability and these favourable characteristics are retained even when the product form is a welded tube. However, if an externally ground tube is to be weld fabricated, it is important that the weld area is subsequently freed from oxide discolouration and finish ground in parity with the remainder of the surface.
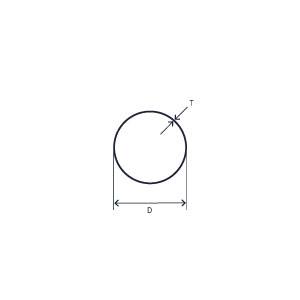
Welded and externally ground tubes that are stocked in grade 1.4307 have after welding been cold worked, annealed and pickled once again and then finished by abrasive-brush grinding. The surface finish, which in EN 10296-2 is designated WG, is metallically clean/bright and the weld is not discernible. The tolerances on outer diameter (D) and wall thickness (T) are stipulated in detail in EN 10296-2 and EN-ISO 1127 but are at most ±1% of D and ±10% of T. Straightness is good with the allowed height of arc at most 0.002 times length.